
材質S45C、直径50mm、の丸材を加工します。これはバンドソーで切った状態の物

正爪の研削面はパイプを削るときにしか役に立たないので今回は実験対象外です。一方の端面は銜える長さが大きい正爪で旋削します。
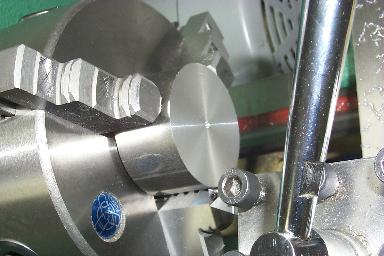
爪を交換して反対側を削ります。スライドする部分を固定して同じ方法で3つの円柱を作ります。アーレンキーが刺さっているのがスライド部分を固定するネジです。


よく見ると外周に近い部分だけが当たっていて、中央部分には隙間があります。

完成した3つの円柱です。マイクロメーターで外周に近い部分の4カ所を測定しました。
最大値と最小値の差は0.006mmとなりました。1/100mm以下の制度を要求する物はほとんど作らないので十分旋削時の基準として使用できることが解りました。但し、逆爪なので直径40mm以上の物に限られます。
