
チップホルダー(その2) 作成:2005-01-13 〜 2005-04-02
ホルダーも種類が増えすぎたので別ページとしました。
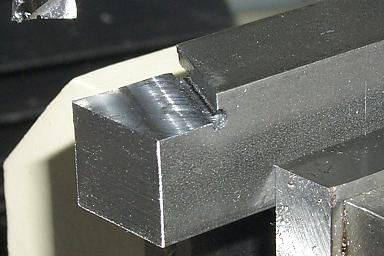
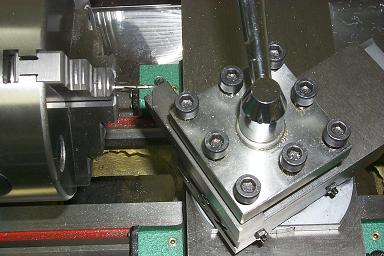
大きな直径の物を旋削するときは左勝手のホルダーでないと刃先が届かない箇所があります。銀色のチップは右勝手用なので、これでうまく切れるか不明ですが作って実験してみることにしました。手前の金色のチップが付いている方はチップの底面が5度下を向いています。奥の物は底面は水平で、チップ取りつけ部分の垂直面が7度(=97度)傾いています。後ろのブロックは7度の角度を出すための物。
内径ねじ切りホルダーを作ってみました。内径用のチップではないので内径50mmあたりが最小だと思います。ソフト開発の息抜きに作ってみたのでまだ未切削。実験は後日。

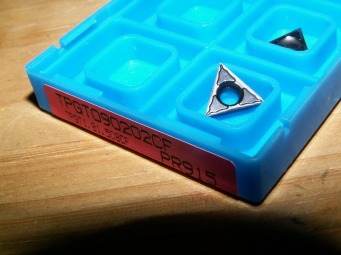
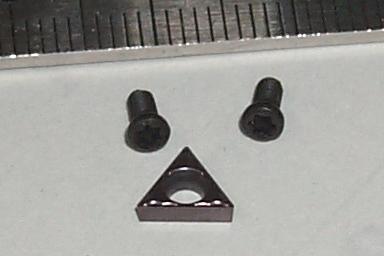
このページの一番下のチップはぶつけたり、逆回転切削でチップが欠けたりして消耗が激しいので追加購入しました。全く同じ物ではなく一回り大きい物にしたのでホルダーも作り直しました。京セラTPGT090202CF(PR915)です。

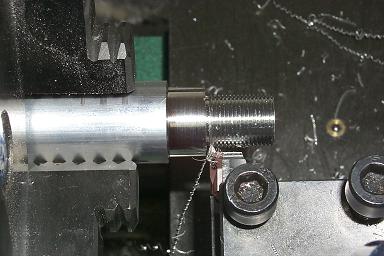
SS400のミガキ丸棒直径25mmを試し切りしてみました。いつまでもこの切れ味が続くとは思えませんが端面は研磨したようにピカピカに仕上がります。外周部分はピカピカにはなりませんがむしれもなく切れます。旋盤の回転数は620rpmです。

なかぐり用のホルダーを作ります。素材はこれ。角材はSS400、丸棒は直径10mmのS45Cです。ミガキ丸棒の外径はきれいなので削らずにそのまま使います。

8mmまではバイトの止めネジで固定できますが、これ以上は上部が薄くなって押さえきれなくなるのでシャコ万で固定します。


穴の上面を切り取ってスリーブが完成です。穴はドリルであけましたが上面ぎりぎりなので一部穴があいています。

チップの付いた軸はスリーブの中で自由に動きます。旋盤のバイト固定ネジを締めると動かなくなります。ネジの座りがよくなるように軸の上面は平らに削ってあります。


ネジ切り用のチップです。京セラ TTX32R60005(PR930) です。とても高価です、しかも5個しか入っていません。エッジも鋭利なのでホルダーも逃げを設ける必要があります。


荒削りをして、から仕上げ削りをしました。荒削りのエンドミルは寿命を超えています。
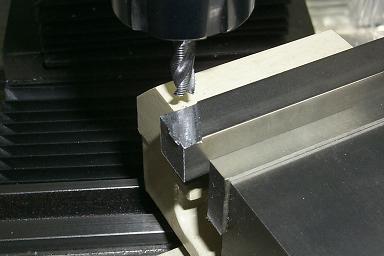

ここまで削って、角度が付いているので逃げの部分が削りにくいのに気が付きました。逃げは小径エンドミルで削る予定でしたが、工法を変えることにしました。ドリルで逃げを作ってみました。小径エンドミルより気軽に出来ます。4mmのエンドミルで水平面を作ってから2mmのドリルで穴あけしました。
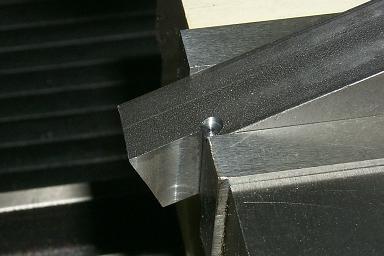
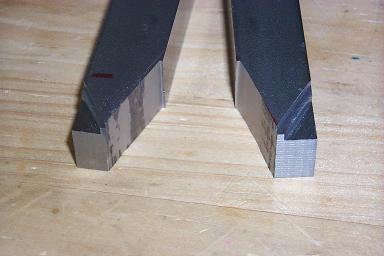
エンドミルで切り進めるとドリルの穴が逃げになります。ネジ穴の位置決めに使用しているジグのサイズが合わなかったので先端が台形になった物を作りました。いつも使っているのが左、新しく作ったのが右です。両方とも快削鋼で作りました。

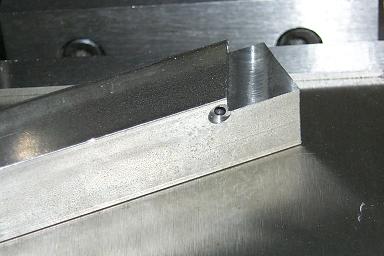
ネジ穴の位置決めをしてから下穴をあけタップを切って固定します。ねじ切りに邪魔な部分は切り落としてあります。固定ネジが飛び出しているとキワまでネジが切れないのでチップ固定専用の物を使いました。ネジ穴を座ぐる時に失敗してよけいなところを削ってしまいましたチップとホルダーの間にある円弧状の隙間はその失敗の痕です。


かなりキワまでネジが切れるのがこのチップの特徴です。バイトを引っ込めずに(クロス送りで戻さずに)モーターを逆転させましたが良くなかったようです、チップが欠けていました。そのまま逆転させてはいけないようです。
小径のなかぐりのために購入しました。京セラ製 TBGT060102CF(PR915) です。厚さはわずか1.59mmです。黄色いものは大きさの比較用の標準サイズチップです。京セラのHOMEページからカタログを取り寄せました、素人の注文にもかかわらず(そもそも会社名がオーダーフォームの必須入力項目ではない)分厚いカタログを無料で送付してくれました。このカタログしか持っていないため購入するチップは全て京セラ製になっています。ホルダーの形状はこのカタログが非常に参考になります。購入先は住商グレンジャー、土日に注文するとちょっと安くなるのでいつもそれまで待ってから発注します。


なかぐり用に購入しましたが、早く切れ味を見てみたいので通常のホルダーを先に作ることにしました。
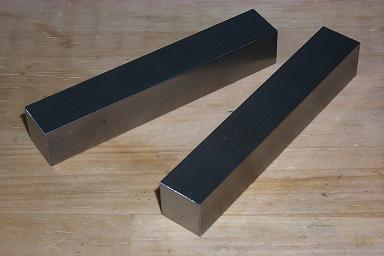
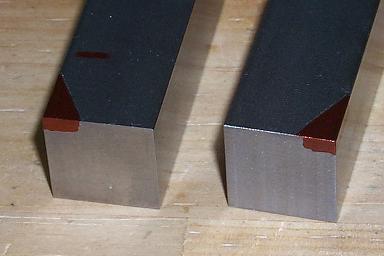
素材はいつもの16mm角のミガキ角棒です。右勝手用と左勝手用をいっぺんに作ってしまいます。削る部分を赤マジックで塗っています。荒削りで塗った部分を削り落とします。
ミガキ棒を切断したときにバンドソーの刃が折れました。ちょうどつなぎ目部分です。気温が低いせいでしょうか?最近よく刃物が欠けます。替え刃は10枚入りしかありません。¥6440−でした。半年持ったので、10枚あると5年はもつ勘定になります。


フライス盤で荒削りしたあと、旋盤のチャックに3mm径のフライスを銜え仕上げます。チップの厚さは1.59mmなので、ホルダーの下に0.09mmのシクネスゲージを敷いてから削っています。刃高はこの方法でぴったり合うはずです。


切削時に邪魔になる部分は削り落とします。バンドソーで切り取って、フライス盤で仕上げます。ネジは購入しました1個¥214もします。六角穴ではなく星形の穴のあいたトルクスネジです。サイズはM2です。
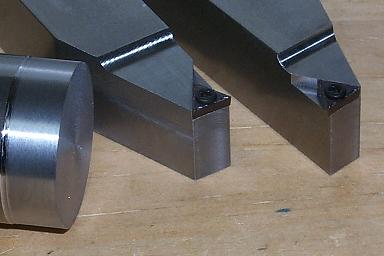
やっと完成しました、SS400ミガキ丸棒の外周部分を削ってみました(回転速度約600rpm)。大きな切り込みを与えることが出来ない反面、切削面はむしれもなくきれいに仕上がります。
端面を削ってみましたが刃先が欠けたのに気づかず削ったため年輪が付いてしまいました、左側は新品の状態で削った物です。このチップは先端がものすごく小さく欠けるため欠けたことがとてもわかりにくいチップです。また、旋盤の目盛りの幅程度の小さな切り込みで削ろうとすると異常摩耗もしくは欠けが発生するようです。神経質すぎて気軽に使用できません。

![]()