チップホルダー(その1) 作成:2004-10-XX〜2004-12-19
突っ切りバイトホルダー以外は自作しました。購入すると1つ\5000〜\6000しますが、自作すると\200〜\300で出来ます。
(2004-12-19 追加)
コーナー半径0.4mmの荒削り用チップがなかったので購入しました。ステンレス用の 京セラ TNMG160404GU(CA6015) です。住商グレンジャーで購入しました。右はチップ取り付け面を荒削りしているところです。ホルダーは手前に5度傾いています。

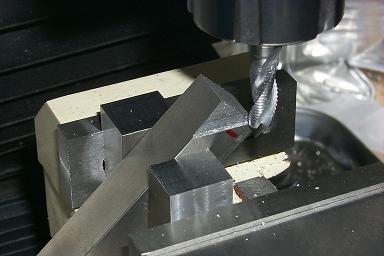
ネジ穴も5度傾けてあけないといけないので5度の角度の付いたブロックに挟んで穴あけします。左は切り込み0.25mmでS45Cを削っているところです。小さくカールした2cmほどの長さのキリコになります。切削面はきれいではありませんがキリコの処理が楽です。
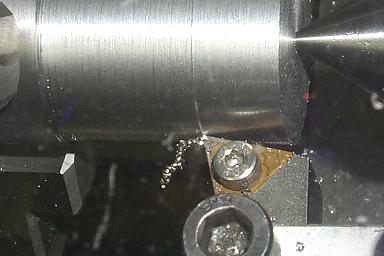

旋削条件次第でキリコの状態は変わります。削った物はS45C、外径60mmの丸棒。回転数620rpm、切り込み0.25mm。青く焼けた連続したキリコが出る。つながっているので上の物よりからまって処理が面倒。

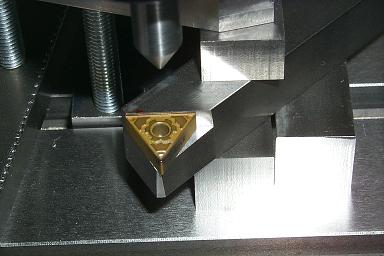
電気工作で一番面倒なのはケースの加工です。特に大きな丸穴や四角穴は面倒です。アルミ版を丸く切り抜くためのバイトホルダーを作りました。これをボーリングヘッドに取り付けて切り抜きます。右のように位置決めしてからネジ下穴をあけると精度良く加工できます。材質は快削鋼(SUM22Lミガキ)です。市販のケースの厚さは3mm以下なので刃先は4mmしか突き出していません。



ネジ穴位置はぴったりです。先端を少しすぼめました。


ボーリングヘッド用バイトホルダーです。最小加工可能径は約15mmです。超々ジュラルミンを削ってみましたが切り込み0.3mm以下でないとひどくビビリます。右勝手のチップなので送る方向が逆なのが問題かもしれません。


奥端面加工用バイトホルダーです。なかぐりも出来ます。最小加工可能径は約15mmです。
材質は快削鋼(SUM22Lミガキ)です。細く強度が落ちると思ったのでチップを挟む構造にしました。
チップは京セラ VPGT110302CF です。チップ取り付けネジのネジ山を切るだけの十分な長さがほしかったのでチップを取り付ける位置を若干上げたのですが、十分すぎました、もう少し位置を下げるべきでした。旋盤は逆回転させて使います、奥端面はこの方が刃先位置が見やすいためです。逆に自動送りは使用できなくなります。




荒削り用です。チップはタンガロイ製TNGG160408R-C (NS530)です。S45Cはびびってきれいに削れません。SS400やアルミの荒削りに使っています。チップの先端が5度下を向くように作りました。5度の角度を付けたブロックを作りそれに挟んで削りました。材質はSS400です。




(2004-12-19追加)
刃高があっていなかったので作り直しました。上の物より0.35mmチップの位置が高くなっています。ネジ穴の位置をタイトにしすぎたため逃げを作る必要がありました。エッジがシャープなチップは逃げが必要になります)


アルミ用チップのバイトホルダーです。S45Cも問題なく削れます。逃げがあるため角度を付ける必要が無くとても簡単に作れます。ミガキ角棒の角を削り落とすだけです。チップ取り付け部を削った後に取り付け穴をあけましたが手順が逆でした。取り付け穴を先にあけてから現物あわせで削った方が精度良く仕上がります。これも上の物と同じくSS400の16×16のミガキ角棒から作りました。チップは京セラ TCGT
110304R-A3(KW10) です。連続したとても長いキリコが出るチップです。



なかぐりバイトホルダーです。材質は15φの快削鋼(SUM22Lミガキ)です。チップは上の物と同じです。チップの穴は3mmのネジがちょうど入らない中途半端なサイズです。ネジの頭をボール盤で銜えて紙ヤスリで少し細身にしてあげます。ネジはステンレス製です。
チップはセンターよりかなり上に付いています。これよりチップの位置を下げると最小加工可能径がかなり大きくなってしまいます




微少切り込み用チップ、京セラ VPGT110302CF(PR915) のホルダーです。このチップは0.2mm程度の切り込みで使用する物です。チップ先端だけでなく側面も良く切れるので面取りにも使えます。表面がきれいに仕上がるので仕上げは全てこのチップを使うようにしています。キリコはとても細い螺旋状になります。



